



╝╝ąg(sh©┤)ų¦│ų
ĮzŠW(w©Żng)ÖC(j©®)ąĄų¬ūR─ŃĄ─╬╗ų├Ż║╩ūĒō > ╝╝ąg(sh©┤)ų¦│ų > ĮzŠW(w©Żng)ÖC(j©®)ąĄų¬ūR
ų▒▀M(j©¼n)╩Į└ŁĮzįO(sh©©)éõ╠ž³c╝░╣żū„ĘĮ╩Į
2016-8-30 14:14:21 ³cō¶Ż║
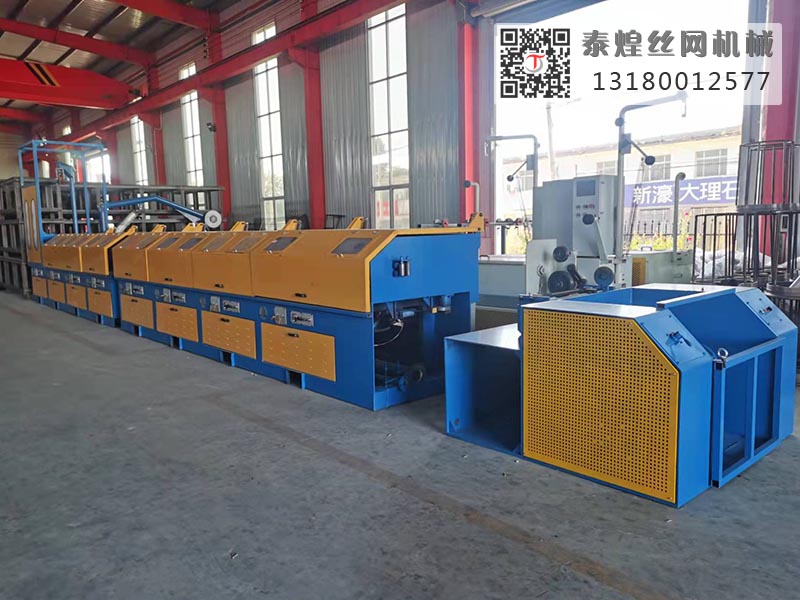
ų▒▀M(j©¼n)╩Į└ŁĮzįO(sh©©)éõ┐žųŲŽĄĮy(t©»ng)▓╔ė├ūāŅlš{(di©żo)╦┘Š▀ėą┼õų├║åŠÜĪó▀ē▌ŗŪÕ╬·Īó│╔▒ŠŽ┬ĮĄĄ─╠ž³cŻ¼ūāŅlŲ„▓╔ė├TL-MD320ūāŅlŲ„▀M(j©¼n)ąąīŹĢrūāŅl┐žųŲĪŻ Įī┘ųŲŲĘ╩Ūę▒Į╣żśI(y©©)ųąĄ─ųžę¬ę╗Łh(hu©ón)Ż¼Ą½į┌╬ęć°įōąąśI(y©©)ģs╩Ūę╗éĆ▒Ī╚§Łh(hu©ón)╣Ø(ji©”)Ż¼ÖC(j©®)ąĄĪóļŖÜŌįO(sh©©)éõĻÉ┼fŻ¼ūĶĄK┴╦ąąśI(y©©)Ą─░l(f©Ī)š╣ĪŻį┌Įī┘╝ė╣żųąŻ¼ų▒▀M(j©¼n)╩Į└ŁĮzįO(sh©©)éõ╩Ū│ŻęŖĄ─ę╗ĘNŻ¼į┌ęįŪ░═©│ŻČ╝▓╔ė├ų▒┴„░l(f©Ī)ļŖÖC(j©®)ŻŁļŖäėÖC(j©®)ĮMŻ©F-DŽĄĮy(t©»ng)Ż®üĒīŹ¼F(xi©żn)Ż¼¼F(xi©żn)į┌ļSų°╣ż╦ć╝╝ąg(sh©┤)Ą─▀M(j©¼n)▓Į║═ūāŅlŲ„Ą─┤¾┴┐Ųš╝░Ż¼ūāŅl┐žųŲķ_╩╝į┌ų▒▀M(j©¼n)╩Į└ŁĮzįO(sh©©)éõųą┤¾┴┐╩╣ė├Ż¼▓ó┐╔═©▀^PLCüĒīŹ¼F(xi©żn)└Ł░╬ŲĘĘNįO(sh©©)Č©Īó▓┘ū„ūįäė╗»Īó╔·«a(ch©Żn)▀^│╠┐žųŲĪóīŹĢrķ]Łh(hu©ón)┐žųŲĪóūįäėėŗ├ūĄ╚╣”─▄ĪŻ ▓╔ė├ūāŅlš{(di©żo)╦┘ŽĄĮy(t©»ng)Ą─ų▒▀M(j©¼n)╩Į└ŁĮzįO(sh©©)éõ╝╝ąg(sh©┤)Ž╚▀M(j©¼n)Īó╣Ø(ji©”)─▄’@ų°Ż¼š{(di©żo)╦┘ĘČć·į┌š²│Ż╣żū„Ģr×ķ30:1Ż¼═¼Ģrį┌5%Ą─Ņ~Č©▐D(zhu©Żn)╦┘Ģr─▄╠ß╣®│¼▀^1.5▒ČĄ─Ņ~Č©▐D(zhu©Żn)ŠžĪŻ ▒Š╬─ęį╠®╗═└ŁĮzįO(sh©©)éõųŲįņÅS╔·«a(ch©Żn)▓╗õPõōĮzĄ─ų▒▀M(j©¼n)╩Į└ŁĮzįO(sh©©)éõūāŅlĖ─įņ×ķ└²Ż¼üĒšf├„ūāŅl┐žųŲĄ─æ¬(y©®ng)ė├▀^│╠╝░ą¦╣¹ĪŻ įōų▒▀M(j©¼n)╩Į└ŁĮzįO(sh©©)éõų„ę¬ī”Š½▄ł│÷üĒĄ─▓╗õPõōĮz▀M(j©¼n)ąąĀ┐╔ņŻ¼įO(sh©©)ėŗĄ─╣ż╦ćę¬Ū¾×ķŻ║
1. ūŅĖ▀└ŁĮz╦┘Č╚600m/minŻ╗
2. ╝ė╣żŲĘĘNų„ę¬╚²ĘNŻ¼Ęųäe╩Ū▀M(j©¼n)ŠĆ2.8mmĪ·│÷ŠĆ1.2mmĪó2.5mmĪ·1.0mmĪó2.0mmĪ·0.8mmŻ╗
3. Šo╝▒═Ż▄ćöÓŅ^▓╗ČÓė┌2éĆĪŻ
ų▒▀M(j©¼n)╩Į░╬ĮzÖC(j©®)ĮM╩Ū└ŁĮzįO(sh©©)éõųąūŅļy┐žųŲĄ─ę╗ĘNŻ¼ė╔ė┌╦³╩ŪČÓ┼_ļŖÖC(j©®)═¼Ģrī”Įī┘Įz▀M(j©¼n)ąą└Ł╔ņŻ¼ū„śI(y©©)Ą─ą¦┬╩║▄Ė▀ĪŻ▓╗Ž¾ęįŪ░Įø(j©®ng)│Żė÷ĄĮĄ─╦«Žõ└ŁĮzįO(sh©©)éõ║═╗Ņ╠ū╩Į└ŁĮzįO(sh©©)éõŻ¼į╩įSĮī┘Įzį┌Ė„Ą└─ŻŠ▀ų«ķg┤“╗¼ĪŻ═¼Ģr╦³ī”ļŖÖC(j©®)Ą─═¼▓Įąįęį╝░äėæB(t©żi)Ēææ¬(y©®ng)Ą─┐ņ╦┘ąįČ╝ėą▌^Ė▀Ą─ę¬Ū¾ĪŻė╔ė┌▓╗õPõō▓─┴Ž╠žąį▒╚▌^┤ÓŻ¼╚▒╔┘Ž±Ė▀╠╝õōĮz╗“š▀õō║¤ŠĆ─ŪśėĄ─ĒgąįŻ¼▒╚▌^╚▌ęūį┌ū„śI(y©©)▀^│╠ųą└ŁöÓĪŻ ▒Š└ŁĮzÖC(j©®)ĮM╣▓ėą8┼_11KWūāŅlŲ„ĪŻŽĄĮy(t©»ng)Ą─ļŖÜŌ┼õų├×ķ╗Ņ╠ūę╗┼_Ż¼░▓čbį┌Ą┌ę╗╝ēŻ¼ū„ė├╩Ūīó│╔ŠĒĄ─▓╗õPõōĮzĀ┐ę²ĄĮ└ŁĮz▓┐ĘųŻ¼ė╔ė┌╗Ņ╠ū┐╔ęįūįė╔┤“╗¼Ż¼ę“┤╦▀@┼_ļŖÖC(j©®)▓╗ąĶę¬╠žäeĄ─┐žųŲĪŻ└ŁĮz▓┐Ęų╣▓ėą┴∙éĆų▒ÅĮ400mmĄ─▐D(zhu©Żn)╣─ĪŻ├┐éĆ▐D(zhu©Żn)╣─ų«ķg░▓čbėąė├ė┌Öz£y╬╗ų├Ą─ÜŌĖūö[▒█Ż¼▓╔ė├╬╗ęŲé„ĖąŲ„┐╔ęįÖz£y│÷ö[▒█Ą─╬╗ų├Ż¼«ö(d©Īng)Įz└ŁĄ├ŠoĄ─Ģr║“Ż¼ĮzĢ■į┌ö[▒█Ą─ÜŌĖū╔Ž├µ«a(ch©Żn)╔·ē║┴”╩╣Ą├ö[▒█Ž┬ęŲĪŻūŅĮK╩Ū╩šŠĒļŖÖC(j©®)Ż¼įō▓┐Ęų▓╔ė├ūįąą╗¼äėĄ─ÕFą╬ų¦╝▄Ż¼š¹éĆ▀^│╠ŠĒÅĮ╗∙▒Š▓╗ūā╗»Ż¼ę“┤╦▓╗ąĶę¬ė├ĄĮŠĒÅĮėŗ╦Ń╣”─▄ĪŻ░╦┼_ļŖÖC(j©®)╣”┬╩▓╔ė├ūāŅlīŻė├ļŖÖC(j©®)Ż¼═¼ĢrĦėąÖC(j©®)ąĄųŲäėčbų├ĪŻ ų▒▀M(j©¼n)╩Į└ŁĮzįO(sh©©)éõĄ─ŽĄĮy(t©»ng)▀ē▌ŗ┐žųŲ▌^×ķÅ═(f©┤)ļsŻ¼ėąĖ„ĘN┬ō(li©ón)äėĻP(gu©Īn)ŽĄŻ¼ė╔PLCīŹ¼F(xi©żn)ĪŻ═¼▓ĮĘĮ├µĄ─┐žųŲät╚½▓┐į┌TL-MD320ūāŅlŲ„ā╚(n©©i)▓┐īŹ¼F(xi©żn)Ż¼▓╗ę└┘ć═Ō▓┐┐žųŲĪŻ Ųõ╣żū„įŁ└Ē╩ŪŻ║Ė∙ō■(j©┤)▓┘ū„╣żį┌├µ░ÕįO(sh©©)Č©øQČ©ū„śI(y©©)Ą─╦┘Č╚Ż¼įō╦┘Č╚Ą──ŻöMą┼╠¢▀M(j©¼n)╚ļPLCŻ¼PLC┐╝æ]╝ė£p╦┘Č╚Ą─Ģrķgų«║¾░┤ššę╗Č©Ą─ą▒┬╩▌ö│÷įō─ŻöMą┼╠¢ĪŻ▀@śėū÷Ą──┐Ą─ų„ę¬╩ŪØMūŃ³cäėĪó┤®ĮzĄ╚ę╗ą®ū„śI(y©©)Ą─ąĶę¬ĪŻPLC▌ö│÷Ą──ŻöMļŖē║ą┼╠¢═¼ĢrĮėĄĮ╦∙ėąūāŅlŲ„Ą─AI2Ż©AI1ę▓┐╔ęįŻ®▌ö╚ļČ╦Ż¼ū„×ķ╦┘Č╚Ą─ų„ĮoČ©ą┼╠¢ĪŻĖ„ö[▒█╬╗ęŲé„ĖąŲ„Ą─ą┼╠¢Įė╚ļĄĮī”æ¬(y©®ng)Ą─▐D(zhu©Żn)╣─“ī(q©▒)äėūāŅlŲ„ū„×ķPID┐žųŲĄ─Ę┤üą┼╠¢ĪŻĖ∙ō■(j©┤)ö[▒█į┌ųąķgĄ─╬╗ų├Ż¼ūį╝║įO(sh©©)Č©ę╗éĆPIDĄ─ĮoČ©ųĄĪŻ▀@éĆŽĄĮy(t©»ng)╩ŪĘŪ│ŻĄõą═Ą─ĦŪ░üĄ─PID┐žųŲŽĄĮy(t©»ng)Ż¼ę╗╝ē┤«ę╗╝ēŻ¼PIDū„×ķ╬óš{(di©żo)┴┐ĪŻ
╩Į└ŁĮzįO(sh©©)éõ")
ŽÓĻP(gu©Īn)«a(ch©Żn)ŲĘ



ŽÓĻP(gu©Īn)░Ė└²║═łD╝»


